
1. Transporte eficiente de líquidos e gases
Nas indústrias químicas e petrolíferas, o transporte eficiente de líquidos e gases é uma função fundamental de Bombas industriais . Seja o transporte de matérias -primas ou a entrega de produtos acabados, as bombas desempenham um papel indispensável nesses processos. Especificamente, as bombas industriais são usadas para:
a) Transporte de matéria -prima
Na indústria do petróleo, as bombas industriais são usadas para extrair petróleo bruto dos campos de petróleo e transportá -lo para refinarias ou instalações de armazenamento. A bomba é responsável por levantar o petróleo bruto do reservatório subterrâneo para a superfície e movê -lo através de pipelines.
b) Manuseio de fluidos
Na indústria química, as bombas são comumente usadas para lidar com solventes químicos, catalisadores e outros líquidos essenciais. Diferentes produtos químicos têm propriedades físicas diferentes (por exemplo, viscosidade, corrosividade), portanto, as bombas devem ser projetadas para explicar essas características do fluido para garantir uma operação estável.
c) Transporte a gás
Na indústria de petróleo e gás, as bombas também são usadas para transporte de gás. Por exemplo, o gás natural é transportado através de oleodutos de alta pressão e as bombas ajudam a garantir o fluxo estável de gás através desses sistemas.
2. Controle preciso dos fluidos
Nos processos de produção das indústrias químicas e petrolíferas, muitas reações exigem que os fluidos entrem reatores em velocidades, pressões e temperaturas específicas. É aqui que o controle preciso fornecido pelas bombas se torna crucial.
a) Controle de fluxo
Nas reações químicas, o fluxo de fluidos afeta diretamente a eficiência da reação e a qualidade do produto. As bombas industriais modernas podem ajustar a taxa de fluxo, pressão e outros parâmetros para garantir condições ideais de reação.
b) Controle de pressão e temperatura
Algumas reações exigem manter condições específicas de pressão e temperatura. A capacidade da bomba de controlar a pressão e a temperatura garante que os fluidos entrem nos reatores em um estado estável, evitando pressão excessiva ou insuficiente que pode levar a acidentes.
3. Manuseio de fluidos corrosivos e de alta temperatura
Nas indústrias químicas e petrolíferas, muitos processos envolvem lidar com líquidos altamente corrosivos ou de alta temperatura. As bombas devem ser capazes de operar sob essas condições extremas.
a) manuseio de fluido corrosivo
Muitos produtos químicos, como ácidos, álcalis e solventes, são altamente corrosivos, representando altas demandas nos materiais da bomba. As bombas são normalmente feitas de materiais resistentes à corrosão, como aço inoxidável, ligas de titânio ou cerâmica para suportar ambientes químicos severos.
b) Manuseio de fluido de alta temperatura
No refino do petróleo, as temperaturas dos fluidos podem exceder 300 ° C. As bombas usadas para lidar com fluidos de alta temperatura devem ser projetadas para suportar essas temperaturas elevadas sem sofrer de degradação do material ou desempenho reduzido.
4. Durabilidade e confiabilidade
Os ambientes de produção nas indústrias químicas e petrolíferos geralmente são muito severas, exigindo que as bombas tenham alta durabilidade e confiabilidade.
a) Operação contínua
A extração de petróleo e a fabricação de produtos químicos geralmente requerem operação contínua de 24 horas, e qualquer falha do equipamento pode levar ao tempo de inatividade da produção. Portanto, as bombas industriais devem ser altamente confiáveis e capazes de suportar períodos prolongados de operação sem falha.
b) Prevenção de vazamentos e contaminação
Nos processos que envolvem fluidos tóxicos, inflamáveis ou corrosivos, a capacidade de vedação da bomba é crítica. As bombas modernas usam vedações mecânicas duplas e outras tecnologias, como o resfriamento líquido de vedação, para evitar vazamentos e minimizar a contaminação ambiental.
5. Proteção ambiental e tratamento de águas residuais
Nas indústrias petrolíferas e químicas, o tratamento de águas residuais e emissões é uma preocupação ambiental essencial. As bombas industriais desempenham um papel essencial nesses processos.
a) Transporte e tratamento de águas residuais
Na produção química, a coleta, o transporte e o tratamento de águas residuais requerem sistemas de bombeamento eficientes. As bombas garantem que as águas residuais fluam efetivamente através de sistemas de tratamento, reduzindo as concentrações de poluentes para atender aos padrões de alta.
b) Separação e descarga de óleo-água
Na extração de óleo, a separação de óleo-água é uma etapa crucial. As bombas são usadas em unidades de separação de óleo-água para mover o óleo e a água misturados para os sistemas de tratamento de águas residuais para processamento adicional.
6. Aprimoramento da produção e economia de energia
Nas indústrias petrolíferas e químicas, a eficiência energética é crucial, especialmente à medida que os custos de energia aumentam. A eficiência das bombas afeta diretamente a economia da produção.
a) Melhorando a eficiência da produção
Ao otimizar os parâmetros de design e operação das bombas, as bombas industriais podem reduzir a perda de energia e melhorar a eficiência do transporte de fluidos. Isso não apenas ajuda a melhorar a produtividade, mas também reduz o consumo de energia.
b) Aplicação de tecnologias de economia de energia
Com os avanços tecnológicos, as bombas industriais modernas empregam tecnologias de economia de energia, como unidades de frequência variável (VFDs) e projetos de baixo ruído, para ajustar as condições operacionais com base nas necessidades de fluxo e pressão, evitando desperdícios de energia desnecessários.
7. Automação e inteligência
As bombas industriais modernas estão se movendo cada vez mais em direção a sistemas inteligentes, otimizando a operação através da automação.
a) Monitoramento e ajuste automáticos
As bombas inteligentes podem monitorar parâmetros como vazão, pressão e temperatura em tempo real. Eles se ajustam automaticamente para otimizar a eficiência do trabalho. Por exemplo, a bomba pode ajustar sua taxa de fluxo automaticamente de acordo com as necessidades do processo químico, reduzindo a necessidade de intervenção manual.
b) Diagnóstico e previsão de falhas
Os sistemas modernos de bombas estão equipados com sensores e sistemas de monitoramento para detectar quaisquer irregularidades no desempenho da bomba. Esses sistemas prevêem falhas em potencial, permitindo a manutenção preventiva e reduzindo a probabilidade de tempo de inatividade inesperado.
8. Lidar com condições operacionais extremas
Nas indústrias petrolíferas e químicas, muitos ambientes operacionais são complexos e perigosos, exigindo bombas que possam lidar com condições extremas.
a) Ambientes de alta pressão
Certos processos de extração de petróleo e produtos químicos requerem operações sob pressão ultra-alta. As bombas devem ser capazes de lidar com essas pressões para garantir o transporte estável de fluidos sem falha.
b) Condições de temperatura extrema
Em aplicações especializadas, como extração de petróleo offshore, as bombas devem operar em temperaturas extremamente baixas. As bombas devem ser projetadas para resistir ao congelamento e funcionar de maneira confiável nessas condições adversas.
9. Diversos tipos de bombas para diferentes necessidades
As indústrias químicas e petrolíferas exigem bombas para lidar com uma ampla variedade de fluidos, cada um com suas próprias características. Diferentes tipos de bombas são adequados para diferentes tarefas.
a) Bombas centrífugas
As bombas centrífugas são amplamente utilizadas para transportar líquidos de baixa viscosidade, como água, solventes e óleos. Eles são adequados para aplicações de alto fluxo em plantas químicas.
b) Bombas de parafusos
As bombas de parafuso são ideais para fluidos de alta viscosidade, como óleos pesados e asfalto, que são comumente encontrados na indústria de petróleo.
c) bombas de diafragma
As bombas de diafragma são usadas para manusear produtos químicos perigosos e pistas contendo partículas sólidas. Essas bombas são altamente resistentes à corrosão e são comumente usadas em processos envolvendo ácidos e álcalis.
10. Backup de emergência e design redundante
Nas indústrias petrolíferas e químicas, a redundância de equipamentos é crucial, especialmente em processos críticos de produção.
a) sistemas de bombas redundantes
Para garantir que a produção continue ininterrupta em caso de falha do equipamento, muitos processos críticos estão equipados com sistemas de bomba de backup. Esses projetos redundantes permitem a comutação perfeita para bombas de backup no caso de uma falha na bomba primária.
b) funcionalidade automática de comutação
As bombas industriais modernas estão equipadas com sistemas de controle que podem alternar automaticamente entre a bomba principal e a bomba de backup. Isso reduz a complexidade das operações manuais e minimiza o potencial de erros.
| Tipo de bomba | Aplicações | Características |
|---|---|---|
| Bomba centrífuga | Líquidos de baixa viscosidade (por exemplo, água, solventes) | Altas taxas de fluxo, estrutura simples, adequada para transporte em larga escala |
| Bomba de parafuso | Líquidos de alta viscosidade (por exemplo, óleos pesados, asfalto) | Adequado para fluidos de alta viscosidade, forte adaptabilidade |
| Bomba de diafragma | Produtos químicos perigosos, lamas contendo sólidos | Alta resistência à corrosão, usada para lidar com produtos químicos especiais |
")
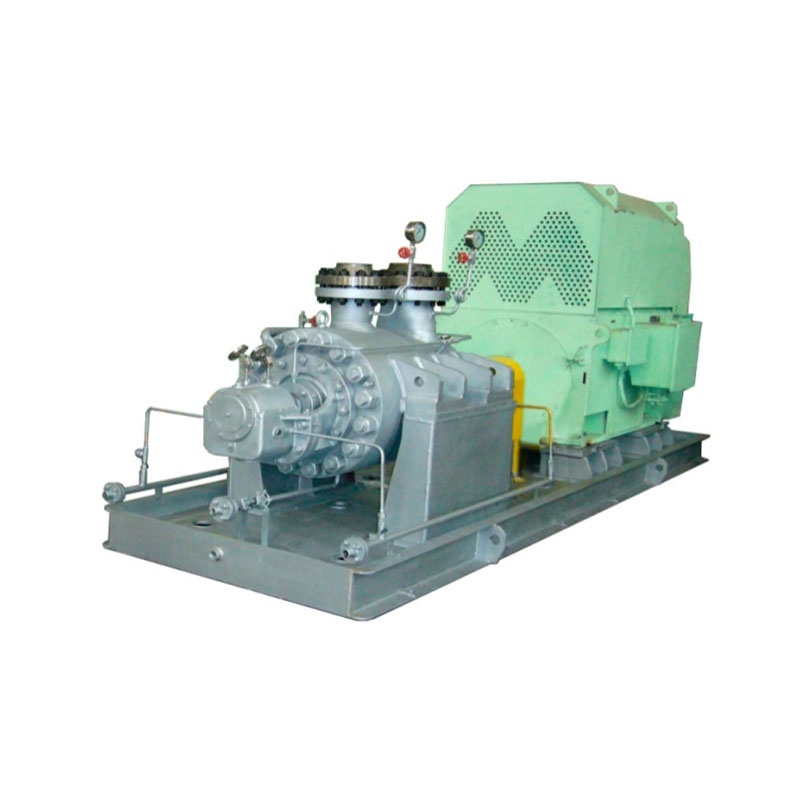
.jpg "Bomba multiestágio horizontal dividida axialmente")

")
")

")
")
")
")
")

")




 TOPO
TOPO